Image
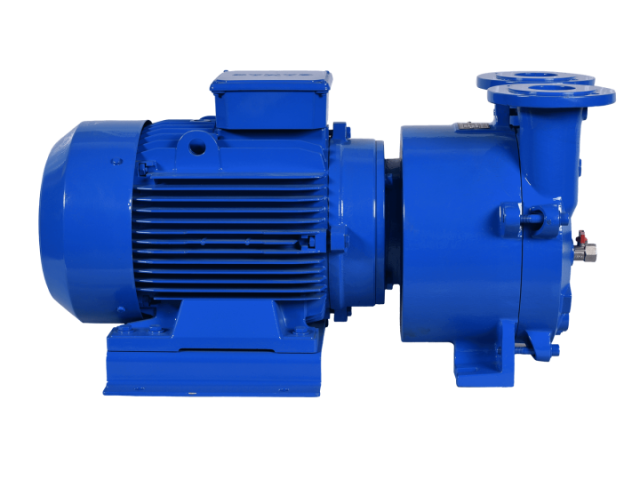
110 - 382 m3/h Monoblock Liquid Ring Vacuum Pumps
Monoblock liquid ring vacuum pumps are used in industries like pharmaceuticals, packaging, chemicals, and more to create and maintain a vacuum.
Motor Power
7.5 - 11 kW
Motor Speed
1450 rpm
Service Liquid Flow
max 23 - 25 lt/min
Suction Capacity
110 - 382 m3/h
Explore
Pressure Range
33 - 1013 mbar
Admissible Pressure Difference
max 1.1 bar
Gas Temperature
max 100°C
Service Liquid Temperature
max 70°C
Service Liquid Viscosity
max 4 mm2/s
Sound Pressure Level
(at 80 mbar suction pressure) 72 ±3 dBA
Service Liquid Density
max 1200 kg/m3
Flow Resistance of the Heat Exchanger
max 0.2 bar
This Monoblock Liquid Ring Vacuum Pumps have the below features:
- Monoblock design, no coupling
- Plates are stainless steel
- shaft not contact with the medium
- Safe and efficient operation
- Able to pump every kind of gases and vapors
- Works quiet and reduced vibration
- No need to lubrication
- Low operation and investment cost
- Minimum maintenance with high efficiently
- No metallic contact of the rotating parts
- Provide 0 leak proofing with mechanical seal
Downloads
Image

Image

Liquid Ring Vacuum Pumps offer pressure of up to 33 mbar absolute, which ensures a powerful suction capacity, capable of meeting the demands of numerous applications across different industrial sectors.
Image

Engineered to operate quietly and with minimal vibration levels. This design makes them an ideal choice for settings where noise reduction and minimal vibration are essential.
Image

Oil-free, no need for lubrication. This feature can reduce maintenance requirements and potential risks associated with oil-based systems, making the pump more efficient and potentially extending its operational lifespan.
Image
